└õ▄ł║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└Ēą┬╦╝┬Ę╠ĮŠ┐
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2009-12-4 11:43:12
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪŠš¬ę¬Ī┐ĮĶĶbć°ā╚ūŅą┬╝╝ąg蹊┐│╔╣¹Ż¼ĮY║Ž╬õõō─│└õ▄ł║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└ĒīŹ└²Ż¼╠Į╦„ę╗ĘNīóÜŌĖĪĪó│¼×VĪó╔·╗»║Ž└ĒĮM║ŽŻ¼▓ó─▄ņ`╗Ņ┐žųŲĄ─ą┬╠Ä└Ē╦╝┬ĘĪŻĮøŽĄ┴ą╣żśI╗»įć“×▒Ē├„Ż¼┤╦╣ż╦ć═Č┘Y╩ĪĪó▀\ąą│╔▒ŠĄ═Ż¼─▄║▄║├ĮŌøQ└õ▄ł║¼ė═╚ķ╗»ę║ÅU╦«COD▀_ś╦┼┼Ę┼å¢Ņ}Ż¼┼┼╦«CODCrąĪė┌100 mg/LĪŻ
ĪŠĻPµIį~Ī┐└õ▄łŻ╗╚ķ╗»ę║ÅU╦«Ż╗ÜŌĖĪŻ╗│¼×V
1.Ū░čį
└õ▄ł║¼ė═╚ķ╗»ę║ÅU╦«ų„ę¬üĒūį└õ▄ł▄łÖCĮMĪó─ź▌üķg║═Ħõō├ōų¼ÖCĮMĪóرŲĮš¹╣ż╦ć╝░Ė„ÖCĮMĄ─ė═Äņ┼┼╦«Ą╚Ż¼ŲõųąĄ─╚ķ╗»ę║│╔Ęų▌^×ķÅ═ļs,║¼ėą┤¾┴┐Ą─ĄV╬’ė═╗“ų▓╬’ė═Īó╚ķ╗»ä®╝░Ųõ╦³ėąÖC╬’,╚ķ╗»│╠Č╚Ė▀Īó ąį┘|ĘĆČ©Īó╚ź│²ļyČ╚▌^┤¾,┼┼╦«COD▀_ś╦└¦ļyŻ¼╩Ū╬ęć°õōĶFąąśIÅU╦«╠Ä└ĒĄ─ę╗Ą└ļyŅ}[1]ĪŻ20╩└╝o70─Ļ┤·Ż¼Ė„ć°ÅVĘ║▓╔ė├ÜŌĖĪĘ©╚ź│²╦«ųąæęĖĪæB╚ķ╗»ė═Ż¼═¼ĢrĮY║Ž╔·╬’Ę©ĮĄĮŌCOD[2,3]Ż¼Ą½ė╔ė┌«öĢr╚ķ╗»ę║│╔Ęųūā╗»┤¾Ż¼ė░ĒæÅU╦«╠Ä└Ēą¦╣¹ĪŻĮ³Äū─ĻŻ¼ļSų°└õ▄ł╣ż╦ć ╝╝ągĄ─Ė─▀MŻ¼ćŹ▓─╦ßēAÅU╦«┼┼┴┐┤¾Ę∙Č╚Ž┬ĮĄŻ¼Ž„╚§┴╦╦ßēAÅU╦«ī”║¼ė═ÅU╦«Ą─ŽĪßīū„ė├Ż¼╩╣║¼ė═ÅU╦«╠Ä└Ē ļyČ╚▀Mę╗▓Į╝ė┤¾Ż¼ć°ā╚Ė„õōĶFŲ¾śI╝Ŗ╝Ŗ▓╔ė├¤oÖC╠š┤╔─ż▀^×Včbų├Ż¼┼õ║Ž╔·╬’Įėė|č§╗»Ę©ĮĄĮŌCOD[4,5,6]ĪŻ ę╗ĢrŻ¼Ī░│¼×V+╔·╗»Ī▒╣ż╦ć│╔┴╦└õ▄ł║¼ė═╚ķ╗»ę║ÅU╦« ╠Ä└ĒĄ─ų„┴„ĪŻĄ½Å─┐╝▓ņć°ā╚ČÓéĆ└õ▄łÅS║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└ĒŽĄĮyĄ─īŹļH│÷╦«ųĖś╦┐┤Ż¼šµš²ū÷ĄĮCODĘĆČ©▀_ś╦┼┼Ę┼Ą─Ų¾śI▓ó▓╗ČÓŻ¼ę“┤╦Ż¼╠Į╦„ą┬Ą─╣ż╦ć╝╝ąg╠Ä└Ē└õ▄ł║¼ė═╚ķ╗»ę║ÅU╦«ęč│╔«öäšų«╝▒ĪŻć°ā╚Ė▀ąŻ╚ń¢|▒▒┤¾īW[7]Īó╠Kų▌┐Ų╝╝┤¾īW[8]Š∙į┌▀MąąŽÓĻP╝╝ąg 蹊┐ĪŻõōĶFŲ¾śIę▓į┌▀Mąą╝╝ąg╠Į╦„Ż¼└²╚ńŻ║īÜõō[9]1800 └õ▄ł║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└ĒŽĄĮyį┌│¼×V║¾į÷╝ė┴╦MBR╣ż╦ćŻ¼╠ņĶF└õ▄ł║¼ė═ÅU╦«╠Ä└ĒŽĄĮyį┌│¼×V║¾į÷╝ė┴╦┤▀╗»č§╗»čbų├Ż¼Ą╚Ą╚ĪŻĄ½ĄĮ─┐Ū░×ķų╣Ż¼ć°ā╚▀Ćø] ėąŠ═┤╦▀_│╔╣▓ūRŻ¼ą╬│╔Įyę╗Ą─╝╝ągęÄĘČĪŻ▓╔ė├Ą─▓┐Ęųą┬╣ż╦ćļm─▄╠ßĖ▀╠Ä└Ēą¦╣¹Ż¼Ą½═Č┘Y║═▀\ąą│╔▒ŠśOĖ▀Ż¼ į┌«öŪ░ąąśI▓╗Š░ÜŌĄ─ŪķørŽ┬Ż¼═ŲÅVæ¬ė├▌^×ķ└¦ļyĪŻ ╬õõō─│└õ▄łÅSįOėŗ─Ļ«a┴┐230╚ftŻ¼Ųõ║¼ė═╚ķ╗» ę║ÅU╦«ŽĄĮy(║¼ØŌēAÅU╦«)įOėŗŲĮŠ∙╦«┴┐24 m3/hŻ¼╣ż ╦ć▓╔ė├¤oÖC╠š┤╔─ż│¼×V╝ė╔·╬’Įėė|č§╗»Ę©ĪŻūįįōÅS ═Č«a2─ĻČÓüĒŻ¼║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└ĒŽĄĮyCODę╗ų▒▓╗─▄ĘĆČ©▀_ĄĮ┼┼Ę┼ę¬Ū¾Ż¼ą▒░Õ│┴ĄĒ│ž│÷╦«CODCrę╗ ų▒į┌1500 mg/Lū¾ėęŻ¼ī¦ų┬š¹éĆÅU╦«╠Ä└ĒŽĄĮyūŅĮK┼┼┐┌COD│¼ś╦ĪŻßśī”─┐Ū░īŹļH▀\ąąŪķørŻ¼į┌įōÅU╦«╠Ä└Ē╣ż╦ć╗∙ĄA╔ŽŻ¼╠Į╦„┴╦ę╗ĘNīóÜŌĖĪĪó│¼×VĪó╔·╬’Įėė|č§╗»Ę©║Ž└ĒĮM║ŽŻ¼▓ó─▄ņ`╗Ņ┐žųŲĄ─ą┬╠Ä└Ē╦╝┬ĘĪŻ
2.║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└ĒŽĄĮy¼FĀŅĮŌ╬÷
2.1╦«┘|╠žš„
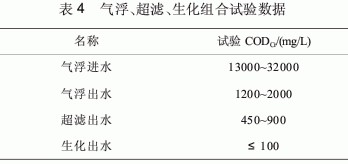
║¼ė═╚ķ╗»ę║ÅU╦«(║¼ØŌēAÅU╦«)īŹļH┼┼Ę┼┴┐į┌ 300~500 m3/dŻ¼üĒ╦«ų„ę¬╬█╚Š╬’ųĖś╦CODCrį┌ 10000~20000 mg/Lų«ķgŻ¼pHį┌9~14ų«ķgĪŻ│¼×V▀M╦«CODCrį┌20000~35000 mg/LĪŻ╔·╬’Įėė|č§╗»│ž▀M╦« CODCrį┌2800~4000 mg/LĪŻą▒░Õ│┴ĄĒ│ž│÷╦«CODCrį┌ 1500 mg/Lū¾ėęĪŻ
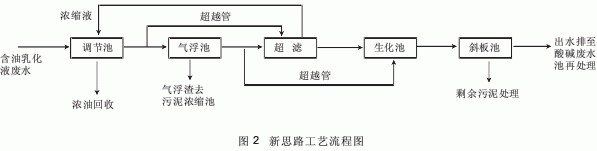
2.2 įŁ╠Ä└Ē╣ż╦ć╝░ģóöĄ
įŁ╠Ä└Ē╣ż╦ć╚ńłD1╦∙╩ŠĪŻ
įOéõ╝░śŗų■╬’ģóöĄŻ║
š{╣Ø│ž2ū∙Ż¼┐é╚▌Ęe1600 m3ĪŻ│¼×V12éĆå╬į¬Ż¼ ├┐å╬į¬╠Ä└Ē─▄┴”2 m3/hŻ¼čŁŁhŽõ╚▌Ęe237 m3ĪŻ╔·╗»│ž 1ū∙Ż¼┐é╚▌Ęe250 m3ĪŻŲŲ╚ķŽõ2éĆŻ¼┐é╚▌Ęe50 m3ĪŻ
 |
 |
2.3 ▀\ąąŲ╩╬÷
įōÅSĮ©│╔═Č«a2─ĻČÓüĒŻ¼║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└Ē ŽĄĮyCODę╗ų▒╬┤─▄▀_ĄĮ┼┼Ę┼ę¬Ū¾ĪŻĮø▀^š{▓ķĘų╬÷ ░l¼FŻ¼įņ│╔įōÅU╦«╠Ä└ĒŽĄĮy│÷╦«COD▓╗▀_ś╦Ą─įŁę“ų„ę¬ėąŻ║
2.3.1│¼×V╠Ä└ĒŽĄĮy▓╗═Ļ╔ŲŻ¼čŁŁhŽõ║═╚ķ╗»ę║š{╣Ø │ž┤µį┌ć└ųžįĒ╗»║═CODØŌČ╚Ė╗╝»¼FŽ¾Ż¼│÷╦«CODØŌČ╚╠½Ė▀Ż╗
2.3.2╔·╗»│ž╚▌ĘeąĪŻ¼COD╚▌Ęežō║╔┬╩Ė▀▀_3.7~8.9 kg/m3.dŻ¼┤¾┤¾Ė▀ė┌HJ/T337-2006ś╦£╩ęÄČ©Ż©▓╗┤¾ė┌1 kg/m3.dŻ®Ż¼COD╚ź│²┬╩Ą═Ż╗
2.3.3╔·╗»│žĀIB▒╚▓╗ģfš{Ż¼Öz£y░l¼Fć└ųž╚▒Ą¬Ż¼╝Ü Š·Ę▒ų│▓╗║├Ż╗
2.3.4╔·╗»│žķgöÓ▀M╦«Ż¼CODžō║╔ø_ō¶┤¾Ż¼ė░Ēæ╔·╗» ╠Ä└Ēą¦╣¹ĪŻ
3 ╠Ä└Ēą┬╦╝┬Ę
3.1ą┬╦╝┬ĘĄ─╠ß│÷
│¼×Včbų├Ą─│÷╦«╦«┘|Īó▀\ąą│╔▒Š┼c▀M╦«COD ØŌČ╚Īó║¼ė═┴┐Ė▀Ą═├▄ŪąŽÓĻPĪŻ▀M╦«║¼ė═┴┐įĮĖ▀Ż¼│÷╦« ╦«┘|įĮ▓ŅŻ¼▀\ąą═©┴┐║═ų▄Ų┌Ž┬ĮĄŻ¼ŪÕŽ┤Ņl┤╬║═▀\ąą │╔▒ŠŽÓæ¬į÷╝ėĪŻ│¼×V╣ż╦ćĄ─ā׳c╩Ūī”COD║═ė═Ą─▀^×Vą¦╣¹║├Īóī”ė═Ą─ąį┘|║═ĀŅæB▀mæ¬ąįÅŖŻ¼╚▒³c╩Ū įOéõ═Č┘YĖ▀Ż©╠Ä└Ē1 m3/h╦«┴┐Ą─įOéõ═Č┘Yį┌40╚f į¬ū¾ė꯮Ż¼čŁŁhŽõCOD║═ė═║¼┴┐╔²Ė▀╦┘Č╚┐ņŻ¼ĖĪė═ Ęųļx└¦ļyŻ¼ęū│÷¼FįĒ╗»Ż¼╩╣│÷╦«╦«┘|ūā▓ŅŻ¼╠Ä└Ē│╔▒Š į÷╝ėĪŻ╚ń║╬ĮĄĄ═│¼×V▀M╦«COD║═║¼ė═┴┐╩ŪĖ─╔Ų│¼ ×V╠Ä└Ēą¦╣¹Ż¼ĮĄĄ═▀\ąą│╔▒ŠĄ─ĻPµIĪŻĖĪ▀x╝╝ąg│²ė═ ą¦╣¹║├Ż¼įOéõ═Č┘YĄ═Ż©╠Ä└Ē1 m3/h╦«┴┐Ą─įOéõ═Č┘Y į┌1╚fį¬ū¾ė꯮Ż¼║Ž└Ē▀x┼õą§─²ä®▀Ćī”CODėą├„’@ ╚ź│²ą¦╣¹Ż¼į┌ć°ā╚╩»ė═ąąśIėą┤¾┴┐æ¬ė├Ż¼Ą½Ųõ╠Ä└Ē ą¦╣¹╩▄ÅU╦«╦∙║¼ė═Ą─ąį┘|║═ØŌČ╚ė░Ēæ┤¾ĪŻ╚ń─▄īó│¼ ×V║═ĖĪ▀x╣ż╦ć▀MąąĮM║ŽŻ¼ė├ė┌└õ▄ł║¼ė═ÅU╦«╠Ä└ĒŻ¼ īó╩Ūę╗ĘNą┬Ą─╣ż╦ć╦╝┬ĘŻ¼į┌ć°ā╚▀Ćø]ėąæ¬ė├░Ė└²ĪŻ ┤µį┌Ą─╝╝ąg’LļU╩ŪĖĪ▀x│÷╦«Üł┴¶Ą─ą§─²ä®╩Ūʱė░ Ēæ│¼×V▀\ąąĪŻĄ½Å─ł¾Ą└┐┤Ż¼į┌ŠĆ╗ņ─²│¼×Vį┌ć°ā╚ėą │╔╣”Ą─ąĪįćĪŻ▒ŠĒŚčąŠ┐öMęį¼Fėą└õ▄ł║¼ė═╚ķ╗»ę║ÅU ╦«╠Ä└Ē╣ż╦ć×ķę└═ąŻ¼ķ_š╣¼Fł÷ųąįćū„Ż¼ī”Ī░ĖĪ▀x+│¼ ×V+╔·╗»Ī▒ĮM║Ž╣ż╦ćĄ─æ¬ė├ą¦╣¹▀Mąą“×ūCĪŻ
3.1.1╣ż╦ć┤_Č©įŁät
(1)│õĘų└¹ė├¼Fėą╠Ä└Ē╣ż╦ćįO╩®Ż╗
(2)═Č┘YąĪŻ¼▀\ąą│╔▒ŠĄ═Ż╗
(3)╣ż╦ćš{š¹ĘĮ▒ŃŻ¼ī”╦«┘|Īó╦«┴┐ūā╗»▀mæ¬ąįÅŖŻ╗
(4)╦∙▀xė├╣ż╦ć╝╝ąg│╔╩ņŻ¼╠Ä└Ēą¦╣¹║├Īó▀\ąąĘĆ Č©ĪŻ
3.1.2ą┬╦╝┬Ę╣ż╦ć┬ĘŠĆ
ą┬╦╝┬Ę╣ż╦ć┬ĘŠĆ╚ńłD2╦∙╩ŠĪŻ
3.2╣ż╦ćšf├„
▄ćķg┼┼üĒĄ─║¼ė═╚ķ╗»ę║ÅU╦«ė╔š{╣Ø│ž╩š╝»Ż¼▓ó š{╣ØĄĮę╗Č©£žČ╚║═╦«┘|ę¬Ū¾Ż¼└¹ė├š{╣Ø│žā╚Įø▀^Ė─ ▀MĄ─╩šė═čbų├╗ž╩š╔ŽīėĖĪė═ĪŻ═Č╝ė▀m«öĄ─ŲŲ╚ķä® ║¾Ż¼ė├ÜŌĖĪĘ©Ęųļx╚ź│²╚ķ╗»æBĄ─ė═╝░╬█╚Š╬’ĪŻė├│¼ ×Včbų├Įž┴¶ąĪŅw┴Żė═ųķ║═┤¾Ęųūė╚▄ĮŌąįėąÖC╬’ĪŻ╩Ż ėÓśO╔┘┴┐─z¾wĀŅė═ųķ╝░ąĪĘųūė╦«╚▄ąįėąÖC╬█╚Š╬’ └¹ė├Įø▀^±Z╗»Ą─╬ó╔·╬’▀Mąą╔·╗»ĮĄĮŌĪŻ╔·╗»│÷╦«Įø ą▒░Õ│┴ĄĒ│ž│╬ŪÕ║¾┼┼ų┴╦ßēAÅU╦«ŽĄĮy▀Mę╗▓Į╠Ä└ĒŻ¼ ūŅĮKīŹ¼FCOD▀_ś╦┼┼Ę┼ĪŻ
▀\ąą▀^│╠ųąŻ¼«ö╦«┴┐╗“╦«┘|«É│Żūā╗»ĢrŻ¼┐╔ęĢ Ūķørī”ÜŌĖĪ┼c│¼×V▀Mąą┤«Īó▓ó┬ōĮM║Ž▀\ąąŻ¼ī”╣ż╦ć ▀Mąąņ`╗Ņš{┐žĪŻ
4.╣żśI╗»įć“×
į┌╣żśI╗»įć“×Ų┌ķgŻ¼║¼ė═╚ķ╗»ę║ÅU╦«╠Ä└Ē┴┐×ķ 15 m3/hĪŻ×ķ┴╦▓╗ė░Ēæ¼FėąŽĄĮyĄ─╠Ä└Ē─▄┴”Ż¼īŹ╩®Ęų Č╬ąįįć“×ĪŻ╩ūŽ╚▀Mąą╔·╗»įć“ׯ¼╚╗║¾▀MąąÜŌĖĪå╬ÖC įć“ׯ¼ūŅ║¾į┌╔·╗»┼cÜŌĖĪįć“ץ─╗∙ĄA╔Ž▀MąąÜŌĖĪĪó │¼×VĪó╔·╗»ĮM║Žįć“×ĪŻ
4.1╔·╗»įć“×
╔·╗»įć“×Ęųā╔éĆļAČ╬▀MąąĪŻĄ┌ę╗ļAČ╬ų„ę¬ė^▓ņ Ė─╔Ų╔·╗»│žĀIB▒╚║═╔·╬’ĮYśŗŻ¼į┌▀M╦«COD╚▌Ęe žō║╔▓╗ūāŪķørŽ┬Ą─╔·╗»╠Ä└Ēą¦╣¹ĪŻįć“×▓╔╚ĪĄ─ų„ę¬ ┤ļ╩®ėąŻ║Įė╚ļ╩╚ė═╔·╬’Š·ĘNŻ¼═Č╝ė▀m┴┐Ą─╔·╬’├Ė┤▀ ╗»ä®Ż¼╠Ē╝ėÅU╦«ųą╚▒Ę”Ą─╔·╬’ĀIBį¬╦žŻ¼Ė─╔Ų╝ÜŠ· ĀIB▒╚Ż¼▓óī”╝ÜŠ·▀Mąą▀m«ö±Z╗»ĪŻ
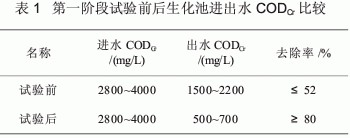
═©▀^40╠ņĄ─įć“×ė^▓ņŻ¼Ą┌ę╗ļAČ╬╔·╗»│žĄ─ CODŲĮŠ∙╚ź│²┬╩Å─įŁüĒĄ─50%╠ßĖ▀ĄĮ┴╦80%ęį╔ŽŻ¼ įć“×Ū░║¾╔·╗»│žĄ─▀M│÷╦«CODöĄō■ęŖ▒Ē1ĪŻ
Å─▒Ē1öĄō■┐┤Ż¼Ė─▀M╔·╗»│žĀIB▒╚║═╝ÜŠ·ĮYśŗ║¾Ż¼─▄ē“Ė─╔Ų╔·╗»╠Ä└Ēą¦╣¹Ż¼╠ßĖ▀COD╚ź│²┬╩Ż¼Ą½│÷╦«COD▀Ć╩Ū▌^Ė▀Ż¼▓╗─▄īŹ¼FCOD▀_ś╦┼┼Ę┼ĪŻ
 |
 |
Ą┌Č■ļAČ╬╔·╗»įć“×ų„ę¬ė^▓ņĮĄĄ═╔·╗»│žCODžō║╔Ż¼═¼ĢrĖ─╔ŲĀIB▒╚║═╔·╬’ĮYśŗĢrĄ─╔·╗»╠Ä└Ēą¦╣¹ĪŻįć“×▓╔ė├ąĪįćčbų├Ż¼╠Ä└Ē╦«┴┐▀x100 L/h║═200 L/hŻ¼╚ķ╗»ę║Įø▀^ŲŲ╚ķ║¾▀B└m▀M╔·╗»│žŻ¼╔·╗»│ž╚▌Ęe 3 m3ĪŻįć“×ĘĮĘ©┼cĄ┌ę╗ļAČ╬╗∙▒ŠŽÓ═¼ĪŻ
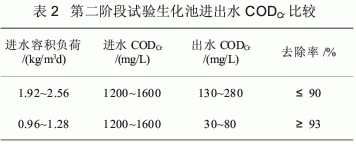
═©▀^50╠ņĄ─įć“×ė^▓ņŻ¼±Z╗»ĮY╩°║¾Ż¼╔·╗»│ž╚▌Ęežō║╔į┌0.96~1.28 kg/m3.dĄ─Śl╝■Ž┬Ż¼CODŲĮŠ∙╚ź│²┬╩į┌93%ęį╔ŽŻ¼ā╔ĘNžō║╔Śl╝■Ž┬╔·╗»│ž▀M│÷╦«CODöĄō■ęŖ▒Ē2ĪŻ
Å─▒Ē2öĄō■┐┤,į┌▀B└m▀M╦«Śl╝■Ž┬,«ö╔·╗»│ž╚▌Ęežō║╔į┌1 kg/m3.dū¾ėę,╔·╗»ą¦╣¹║▄║├,COD╚ź│²┬╩Ė▀,─▄ē“ØMūŃÅU╦«▀_ś╦┼┼Ę┼ąĶę¬ĪŻ
4.2ÜŌĖĪįć“×
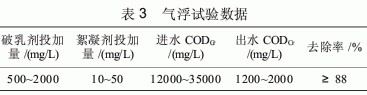
▒Š┤╬įć“×▓╔┘Å┴╦ę╗╠ū╠Ä└Ē─▄┴”×ķ15~20 m3/h Ą─╚▄ÜŌÜŌĖĪčbų├ĪŻį┌ÜŌĖĪįć“×Ū░Ż¼Ž╚▀MąąąĪįć│§▓Į║Y▀xŲŲ╚ķä®║═ą§─²ä®Ą─ĘNŅÉŻ¼įć“×ųąć└Ė±┐žųŲpH į┌▓╗═¼ŲŲ╚ķ䮥─ūŅ╝čĘ┤æ¬ĘČć·ā╚Ż¼Å─ė^▓ņÜŌĖĪĖĪį³║═│÷╦«CODĄ─£y┴┐öĄō■üĒ┐žųŲĖ„ĘN╦Ä䮥─═Č╝ė┴┐Ż¼ÜŌĖĪįć“ץ─öĄō■╚ń▒Ē3╦∙╩ŠŻ║
Å─▒Ē3öĄō■┐┤Ż¼ÜŌĖĪ│÷╦«CODųĄ▒╚│¼┬╩Ą═Ż¼▓©äėĘ∙ųĄę▓ŽÓī”▌^ąĪŻ¼─▄£p▌pī”╔·╗»│žĄ─ø_ō¶ĪŻ
 |
 |
4.3 ÜŌĖĪĪó│¼×VĪó╔·╗»ĮM║Žįć“×
ÜŌĖĪĪó╔·╗»įć“×╚ĪĄ├┴╝║├Ą─ą¦╣¹║¾Ż¼īóÜŌĖĪĪó│¼ ×VĪó╔·╗»┤«┬ōĮM║Žįć“ׯ¼įć“×Ū░īó│¼×V裣hŽõ▀Mąą ÅžĄūŪÕŽ┤Ż©╚ń▓╗ŪÕŽ┤裣hŽõŻ¼│¼×V═©┴┐Ģ■┐ņ╦┘Ž┬ ĮĄŻ®ĪŻįć“×╦«┴┐10 m3/hŻ¼▀B└m▀M╦«ĪŻ
į┌ŽĄĮyš{įćĘĆČ©║¾Ż¼įć“×│ų└m┴╦ę╗ų▄ĢrķgĪŻ═© ▀^ė^▓ņ░l¼FŻ¼įć“ץ─Ū░1~2╠ņŻ¼│¼×Včbų├Ą─COD╚ź │²┬╩║▄Ą═Ż¼āH15%ū¾ėęĪŻĄ½ļSų°ĢrķgĄ─čėķLŻ¼Ųõ│÷╦« CODų▓ĮŽ┬ĮĄŻ¼ūŅĮKĘĆČ©į┌500 mg/LęįŽ┬ĪŻ│¼×VĄ─ ŲĮŠ∙═©┴┐┼cø]ėąÜŌĖĪŽÓ▒╚Ė▀50%ęį╔ŽŻ¼▀\ąąų▄Ų┌┐╔ čėķLę╗▒Čęį╔ŽĪŻįć“×┤·▒ĒąįöĄō■ęŖ▒Ē4╦∙╩ŠĪŻ
īŹ¼F▐DĀtØß╦«čŁŁh║¾Ż¼ŽĄĮyą┬╦«ča╦«┴┐ė╔Ė─įņ Ū░Ą─580 m3/hĮĄĄ═ĄĮ220 m3/h,╣Ø╝są┬╦«360 m3/h. ─Ļ╣Ø╝są┬╦«┴┐=360 m3/hĪ┴24 hĪ┴320 d=276.48╚fm3/─ĻŻ╗ ät─Ļ╣Ø╝są┬╦«┘M=─Ļ╣Ø╝są┬╦«┴┐Ī┴ą┬╦«ārĖ± =276.48╚fm3/─ĻĪ┴1į¬/m3=276.48╚fį¬
 |
▐DĀtØß╦«čŁŁh║¾Ż¼─Ļ╣Ø╝są┬╦«276.48╚fm3Ż¼ćŹõō║─ą┬╦«ųĖś╦Ž┬ĮĄ0.3 m3/t.
6.3╔ńĢ■ą¦ęµĘų╬÷
裣h╦«ŽĄĮy╣ż╦ćįO╩®Įø▀^Ė─įņ║¾Ż¼╠ßĖ▀┴╦裣h╦«ųžÅ═└¹ė├┬╩Ż¼ųžÅ═└¹ė├┬╩ė╔Ė─įņŪ░Ą─77.6%╠ßĖ▀ĄĮ92.4ŻźĪŻ▓╔ė├╦«┘|ĘĆČ©╝╝ągŻ¼▒ŻūC裣h╦«Ą─╦«┘|Ż¼ ╩╣╦«╠Ä└Ē╝╝ąg╦«ŲĮėą╦∙╠ßĖ▀ĪŻĮĄĄ═ćŹõōą┬╦«║─┴┐Ż¼▓┐ĘųĮŌøQ╦«┘Yį┤Č╠╚▒å¢Ņ}ĪŻą┬╦«Ž¹║─┴┐ĮĄĄ═║¾ŽĄĮy Ą─═Ō┼┼╦«┴┐ļSų«£p╔┘Ż¼īŹ¼F┴╦ųžÅ═└¹ė├£p╔┘┴╦ŁhŠ│╬█╚ŠĪŻū„š▀: ╩µ╝āŻ¼└ŅŚŅśõŻ¼ńŖĖČéź

